
|
工礦信息
|
鋼筋焊接及驗收規程最新版標簽:關注:3315 ℃<發布時間:2014-11-11
山東卓力工礦是知名道岔廠家,專業生產:往復式給煤機,恒阻器,煤礦道岔,鐵路道岔.道岔型號齊全,價格實在!Tel:13280082001. JGJ18-2012《鋼筋焊接及驗收規程》 鋼筋焊接的規范要求 焊接鋼筋的質量驗收內容和標準 E.1 鋼筋閃光對焊接頭 E.1.1 批量規定:在同一臺班內,由同一焊工按同一焊接參數完成的300個同類型(指鋼筋級別和直徑均相同的接頭)接頭作為1批。一周內連續焊接時可以連續計算,一周內累計不足300接頭時,亦按1批計算 E.1.2 外觀檢查:每批抽查10%的接頭,并不得少于10個。 E.1.3 焊接等長的預應力鋼筋(包括螺絲端桿與鋼筋)時,可按生產時同等條件制作模擬試件。 E.1.4 螺絲端桿接頭可只做拉伸試驗。 1)接頭處不得有橫向裂紋。 2)與電極接觸的鋼筋表面,對Ⅰ級鋼筋、HRB335、HRB400鋼筋,不得有明顯燒傷;對HRB500鋼筋不得有燒傷;低溫對焊時,對HRB335、HRB400、HRB500鋼筋,不得有燒傷。 3)接頭處的彎折不得大于4°。 4)接頭處的鋼筋軸線偏移不得大于0.1倍的鋼筋直徑,同時不得大于2mm。 當有一個接頭不符合要求時,應對全部接頭進行檢查,剔出不合格品。不合格接頭切除重焊后,可再次提交驗收。 E.1.5 力學性能試驗:包括拉伸試驗和彎曲試驗。應從每批成品中切取6個試件,3個進行拉伸試驗,對比一下 3個進行彎曲試驗。試驗結果應符合下列要求: 1)3個熱軋鋼筋接頭試件的抗拉強度均不得小于該級別鋼筋規定的抗拉強度;余熱處理Ⅲ級鋼筋接頭試件的抗拉強度均不得小于HRB400鋼筋的抗拉強度。 2)應至少有2個試件斷于焊縫之外,并呈延性斷裂。 當試驗結果有1個試件的抗拉強度小于上述規定值,或有2個試件在焊縫或熱影響區發生脆性斷裂時,應再取6個試件進行復驗,復驗結果,當仍有1個試件的抗拉強度小于規定值時,或有3個試件斷于焊縫或熱影響區,呈脆性斷裂,應確認該批接頭為不合格品。 3)預應力鋼筋與螺絲端桿閃光對焊接頭拉伸試驗結果,3個試件應全部斷于焊縫之外,呈延性斷裂。 4)模擬試件的試驗結果不符合要求時,應從成品中再切取試件進行復驗,其數量和要求應與初始試驗時相同。 5)閃光對焊接頭彎曲試驗時,應將受壓面的金屬毛刺和鐓粗變形部分消除,且與母材的外表齊平。 彎曲試驗可在萬能試驗機、手動或電動液壓彎曲試驗器上進行,焊縫應處于彎曲中心點,彎心直徑和彎曲角應符合附表E-2-1的規定,當彎至90°,至少有2個試件不得發生破斷。 附表E-2-1 閃光對焊接頭彎曲試驗指標 鋼筋級別 彎心直徑 彎曲角(°) 鋼筋級別 彎心直徑 彎曲角(°) Ⅰ級 2D 90 HRB400 5D 90 HRB335 4D 90 HRB500 7D 90 注:1.d為鋼筋直徑(mm) 2.直徑大于28mm的鋼筋對焊接并沒有,彎曲試驗時彎心直徑應增加1倍鋼筋直 徑。 當試驗結果有2個試件發生破斷時,應再取6個試件進行復驗,復驗結果,當仍有3個試件發生破斷,應確認該批接頭為不合格品。 E.2 鋼筋電弧焊接頭 E.2.1 批量規定:以300個同類型接頭為1批,不足300個時仍作為一批。 E.2.2 外觀檢查:應在接頭清渣后逐個進行目測或量測,檢查結果應符合下列要求: 1)焊縫表面平整,不得有較大的凹陷、焊瘤。 2)接頭處不得有裂紋。 3)咬邊深度,氣孔、夾渣的數量和大小以及接頭偏差,不得超過附表E-2-2所規定的數值。 附表E-2-2 鋼筋電弧焊接頭尺寸偏差及缺陷允許值 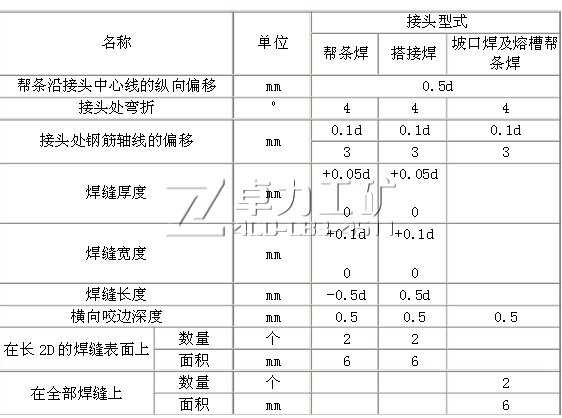 模擬試件數量和要求應與從成品中切取時相同,當模擬試件試驗結果不符合要求時,復驗應再從成品中切取,其數量和要求應與開始試驗時相同。 E.3 焊接骨架和焊接網片 E.3.1 焊接骨架和焊接網片應按下列規定進行質量檢驗: 1)外觀檢查應按同一類型制品分批抽驗,一般制品每批抽查5%;梁柱、骨架等重要制品每批抽查10%;均不得少于3件。 2)強度檢驗時,試件應從每批成品中切取。切取過試件的制品,應補焊取試件的尺寸不能滿足試驗要求或受力鋼筋直徑大于8mm時,可在生產過程中焊接試驗用網片,從中切取試件,試件尺寸見附圖E-2-1。 附圖E-2-1 鋼筋焊接試驗試件(尺寸單位:mm) a)焊接網片試驗簡圖 b)鋼筋焊點抗剪試件 c)鋼筋焊點拉伸試件 3)熱軋鋼筋焊點應做抗剪試驗,試件為3件;冷拔碳鋼絲焊點,除做抗剪試驗外,還應對較小鋼絲做抗拉伸試驗,試件各為3件。 4)焊接制品由幾種鋼筋組合時,每種組合均做強度試驗。 5)凡鋼筋級別、直徑及尺寸均相同的焊接制品,即為同一類制品,每200件為1批。 E.3.2 焊接骨架和焊接網片的外觀質量檢查,應符合下列要求: 1)焊點外溶化金屬均勻。 2)熱軋鋼筋點焊時,壓入深度為較小鋼筋直徑的30%-45%;冷拔低碳鋼絲點焊時,壓入深度為較小鋼絲直徑的30%-35%。 3)焊點無脫落、漏焊、裂紋、多孔性缺陷及明顯的燒傷現象。 焊接骨架的長度、寬度的允許偏差見現行《公路工程質量檢驗評定標準》(JTG F80/1-2004)的要求。當外觀檢查結果不符合上述要求時,則逐件檢查,并剔出不合格品。對不合格品經整修后,可再次提交驗收。 E.3.3 焊點的抗剪試驗結果應符合附表E-2-3規定的數值。拉伸試驗結果不得小于冷拔低碳鋼絲乙級規定的抗壓強度。 附表E-2-3 鋼筋焊點抗剪指標(N) 鋼筋級別 較小一根鋼筋直徑(mm) 3 4 5 6 6.5 8 10 12 14 Ⅰ級 6640 7800 HRB335 冷拔低碳鋼絲 2530 4490 7020 試驗結果,如1個試件達不到上述要求,則取雙倍數量的試件進行復驗,復驗結果,若仍有1個試件不能達到上述要求,則該批制品即為不合格品。 對于不合格品,經采取加固處理后,可再次提交驗收。 當模擬試件試驗結果達不到規定要求,復驗試件應從成品中切取,試件數量和要求應與初始試驗時相同。 焊接網片的質量驗收內容和標準應符合現行《鋼筋焊接及驗收規程》(JGJ18)的規定。 E.4 預埋件鋼筋T形接頭 E.4.1 預埋件鋼筋T形接頭的外觀檢查,應從同一臺班內完成的同一類型預埋件中抽查10%,且不得少于10件。 E.4.1 當進行力學性能試驗時,應以300件同類型預埋件作為1批。 一周內連續焊接時,可累計計算。當不足300件時,亦應按1批計算。應從每批預埋件中隨機切取3個試件進行拉伸試驗,試件的鋼筋長度應大于或等于200mm,鋼板的長度和寬度均應大于或等于60mm(附圖E-2-2)。 E.4.3 預埋件鋼筋手工電弧焊接頭外觀檢查結果應符合下列要求: 1)當采用Ⅰ級鋼筋時,角焊縫焊腳K不得小于鋼筋直徑的0.5倍;采用HRB335鋼筋時,焊腳K不得小于鋼筋直徑的0.6倍。 2)穿孔塞焊焊縫表面平順,局部下凹不得大于1mm。 3)焊縫不得有裂紋。 4)焊縫表面不得有3個直徑大于1.5mm的氣孔。 5)鋼筋咬邊深度不得超過0.5mm。 6)鋼筋相對鋼板的直角偏差不得大于4°。 7)鋼筋間距偏差不應大于10mm。 E.4.4 預埋件鋼筋埋弧壓力焊接頭外觀檢查結果應符合下列要求: 1)四周焊包凸出鋼筋表面的高度應符合如下要求: 敲去渣殼,四周焊包應較均勻,凸出鋼筋表面的高度應大于或等于4mm(附圖E-2-3)。 附圖E-2-2 預埋件T形接頭拉伸試件 附圖E-2-3 預埋件鋼筋埋弧壓力焊接頭 2)鋼筋咬邊深度不得超過0.5mm。 3)與鉗口接觸外鋼筋表面應無明顯燒傷。 4)鋼板應無焊穿,根部應無凹陷現象。 5)鋼筋相對鋼板的直角偏差不得大于4°。 6)鋼筋間距偏差不應大于10mm。 E.4.5 預埋件外觀檢查結果,當有1個接頭不符合上述要求時,應逐個進行檢查,并剔出不合格品。不合格接頭經焊補后可提交二次驗收。 E.4.6 預埋件鋼筋T形接頭3個試件拉伸試驗結果,其抗拉強度應符合下列要求; 1)Ⅰ級鋼筋接并沒有均不得小于350MPa。 2)HRB335鋼筋接頭均不得小于490MPa。 當試驗結果有1個試件的抗拉強度小于規定值時,應再取6個試件進行復驗,復驗結果,當仍有1個試件的抗拉強度小于規定值時,應確認該批接頭為不合格品。對于不合格品采取補強焊接后,可提交二次驗收。 E.5 電渣壓力焊 E.5.1 接頭質量檢查 電渣壓力焊接頭應逐個進行外觀檢查。定做力學性能試驗時,從每批接頭中隨機切取3個試件做拉伸試驗。 1)在一般構筑物中,以300個同級別鋼筋接頭作為一批。 2)在現澆鋼筋混凝土結構中,每一施工區段中以300個同級別鋼筋接頭作為1批,不足300個接并沒有仍作為1批。 E.5.2 外觀檢查質量要求 電渣壓力焊接頭外觀檢查結果應符合下列要求: 1)接頭焊畢,應停歇適當時間,才可回收焊劑和卸下焊接夾具。敲去渣殼,四周焊包應較均勻,凸出鋼筋表面的高度至少4mm,確保焊接質量,見附圖E-2-4。 附圖E-2-4 鋼筋電渣壓力焊接頭 2)電極與鋼筋接觸處,無明顯的燒傷缺陷。 3)接頭處的彎折角不大于4°。 4)接頭外的軸線偏移不超過0.1倍鋼筋直徑,同時不大于2mm。 外觀檢查不合格的接頭應切除重焊,或采取補強措施。 E.5.3 拉伸試驗質量要求 電渣壓力焊接頭拉伸試驗結果,3個試件的抗拉強度均不得低于該級別鋼筋規定的抗拉強度值。 當試驗結果有1個試件的抗拉強度低于規定指標,應取6個試件進行復驗,復驗結果,若仍有1個試件的抗拉強度低地規定指標,該批接頭為不合格品。 E.6 氣壓焊 E.6.1 接頭質量檢查 氣壓焊接頭應逐個進行外觀檢查。當進行力學性能試驗時,應從每批接頭中隨機切取3個接頭做拉伸試驗。在梁、板的水平鋼筋連接中,應另取3個接頭做變曲試驗,且應按下列規定抽取試件:以300個接頭作為一批,不足300個接頭仍作為1批。 E.6.2 外觀檢查質量要求 氣壓焊接頭外觀檢查結果應符合下列要求: (1)偏心量E不得大于鋼筋直徑的0.15倍,同時不得大于4mm,見附圖E-2-5a)。當不同直徑鋼筋相焊接時,按較小鋼筋直徑計算。當超過限量時,應切除重焊。 (2)兩鋼筋軸線彎折角不得大于4°。當超過限量時,應重新加熱矯正。 (3)鐓粗直徑DE不得小于鋼筋直徑的1.4倍,見附圖E-2-5b)當小于此限量時,應重新加熱鐓粗。 (4)鐓粗長度le不得小于鋼筋直徑的1.2倍,且凸起部分平緩圓滑,見附圖E-2-5c)。當小于此限量時,應重新加熱鐓長。 (5)壓焊面偏移dh不得大于鋼筋直徑的0.2倍,見附圖E-2-5d)。 附圖E-2-5 鋼筋氣壓焊接頭外觀質量圖解 a)偏心量;b)鐓粗直徑;c)鐓粗長度;d)壓焊面偏移 E.6.3 拉伸試驗質量要求 氣壓焊接頭拉伸試驗結果,3個試件的抗拉強度均不得低于該級別鋼筋規定的抗拉強度值,并斷于壓焊面之外,呈延生斷裂。若有1個試件不符合要求時,應切取6個試件進行復驗,復驗結果,若仍有1個試件不符合要求,該批接頭為不合格品。 E.6.1 彎曲試驗質量要求 氣壓焊接頭彎曲試驗時,應將試件受壓面的凸起部分除去,與鋼筋外表面齊平。 彎心直徑應符合附表E-2-4的規定。 附表E-2-4 氣壓焊接頭彎曲試驗彎心直徑 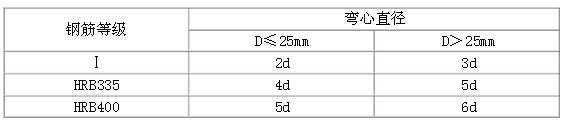 彎曲試驗可在萬能試驗機、手動或電動液壓彎曲試驗器上進行,壓焊面應處在彎曲中心點,彎至90°,3個試件均不得在壓焊面發生破斷。 當試驗結果有1個試件不符合要求,應切取6個試件進行復驗,復驗結果,若仍有1個試件不符合要求,該批接頭為不合格品。 【打印本頁】
|

掃一掃 獲取聯系方式
熱線:13280082001 曹
 鐵路設備
鐵路設備 運轉設備
運轉設備 鉆采設備
鉆采設備 噴漿支護
噴漿支護 提升設備
提升設備 防爆電器
防爆電器 礦用電氣
礦用電氣 通防設備
通防設備 救援設備
救援設備 化工設備
化工設備 路面建筑
路面建筑 園林機械
園林機械 節能環保設備
節能環保設備 水利機械
水利機械 泵類
泵類 電機
電機
